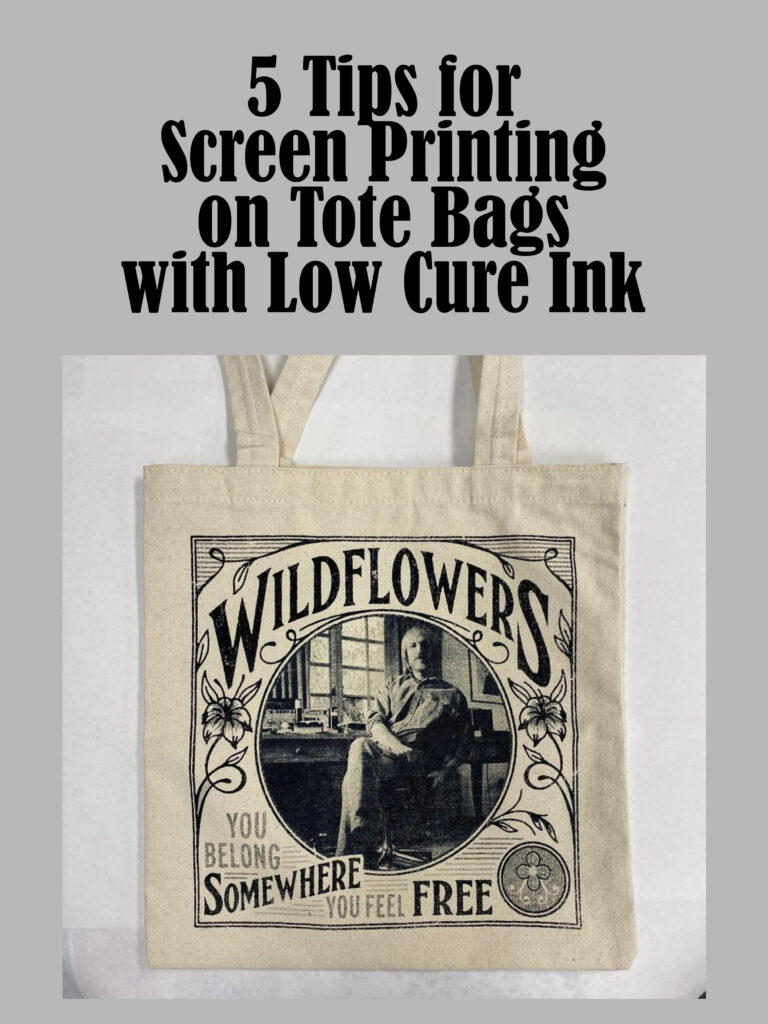

Tote bags make for a perfect opportunity for businesses to promote their company simply by adding their logo to the item. The best way to screen-print tote bags are with low cure biodegradable ink. Printing tote bags is different than printing shirts. You have to remember the screen is inverted and the logo should face you.
-
Low cure biodegradable ink works on all fabrics. The best way to print the tote bag is to lower your dryer temperature to 260 degrees Fahrenheit. There is no catalyst needed and you will be able to cure with a flash. The print comes out fabulous, as it will have excellent opacity and coverage.
-
Supplier- The best place to get tote bags are by doing a simple google search. Make sure that their prices are reasonable. The prices for totes are pretty low but require a minimum purchase.
-
Screens- Make sure that the image is inverted so that the image is not upside down on the tote bag.
-
Set up the Print- For bags, you will have to make sure that the print of the logo is facing you.
-
Printing-
-
Add our low cure ink to the screen
-
Lift up the screen
-
Add spray adhesive and spray thoroughly
-
Slide the tote bag on and make sure that the print of the logo is facing you
-
Use a squeegee to flood the screen with ink
-
Once the screen is flooded print the tote
-
Run through it twice
-

Why use low cure biodegradable ink?
Fusion 180 ink adds miraculous Bio Base to the entire ink system. Bio Base makes the ink biodegradable and soft, improving viscosity. Fusion 180 ink with Bio Base remains low cure stays soft longer and flows beautifully through fine meshes without sacrificing coverage.
The ink is flexible, soft, and has excellent opacity on dark color garments. Not only are Fusion 180° ink prints bright, but the ink is also bleed and crack resistant.
Our ink can print on virtually all fabrics including heat sensitive materials. A few fabrics that the ink can print on include polyester, soft vinyl, polypropylene, non-woven, artificial leather, nylon, 100% cotton, and 50/50.
100% polyester dyes tend to turn to gas when they are heated in the dryer causing plastisol ink dye migration problems. Our easy-to-use ink prevents dye migration on 50/50 sweatshirts, 100% polyester, and sublimated polyester due to the inks blocking capability and low cure temperature.
Fabrics will burn or shrink while flash curing in the conveyor dryer. The low flash temperature reduces the shrinkage of heat sensitive materials and makes it easier to hold registration while printing multi-color jobs. Low temperature ink is an excellent solution for all shrinking fabrics.
Best Selling Products:
-
 Fusion 180° White Ink$29.95 – $459.95
Fusion 180° White Ink$29.95 – $459.95 -
 FUSION 180 INK- STOCK COLORS$29.95 – $459.95
FUSION 180 INK- STOCK COLORS$29.95 – $459.95 -
 FUSION 180° BLACK INK$29.95 – $2,145.00
FUSION 180° BLACK INK$29.95 – $2,145.00 -
 FUSION 180° FLUORESCENT INK$36.50 – $579.95
FUSION 180° FLUORESCENT INK$36.50 – $579.95 -
 BIO-RE-705 reducer$18.00 – $59.00
BIO-RE-705 reducer$18.00 – $59.00 -
 CFB100- Cotton White Ink$18.00 – $320.00
CFB100- Cotton White Ink$18.00 – $320.00 -
 Blue Fusion 180 Stock Color Collection$29.95 – $459.95
Blue Fusion 180 Stock Color Collection$29.95 – $459.95 -
 Inkjet Media Film$45.59 – $84.29
Inkjet Media Film$45.59 – $84.29 -
 Multi-purpose Ink Cleaner IC-510$18.95 – $327.95
Multi-purpose Ink Cleaner IC-510$18.95 – $327.95
- 5 Videos Mixing Ink

- The 10 Best Prints this Fall with Low Temp Ink

- Print of the Day and SUMMER Savings!

- Top 10 Screen Prints of 2023

- Top 10 Products to Add to Your Screen Print Shop

- 5 Tips to Make Your Screen Print Shop Stand Out

- 10 Tools to Add to Your Screen Print Shop To Grow Your Business
- 8 TIPS FOR CREATING QUALITY ARTWORK AND PRINTING WITH LOW CURE INK

- 8 Fabrics Low Cure Ink Adheres to
